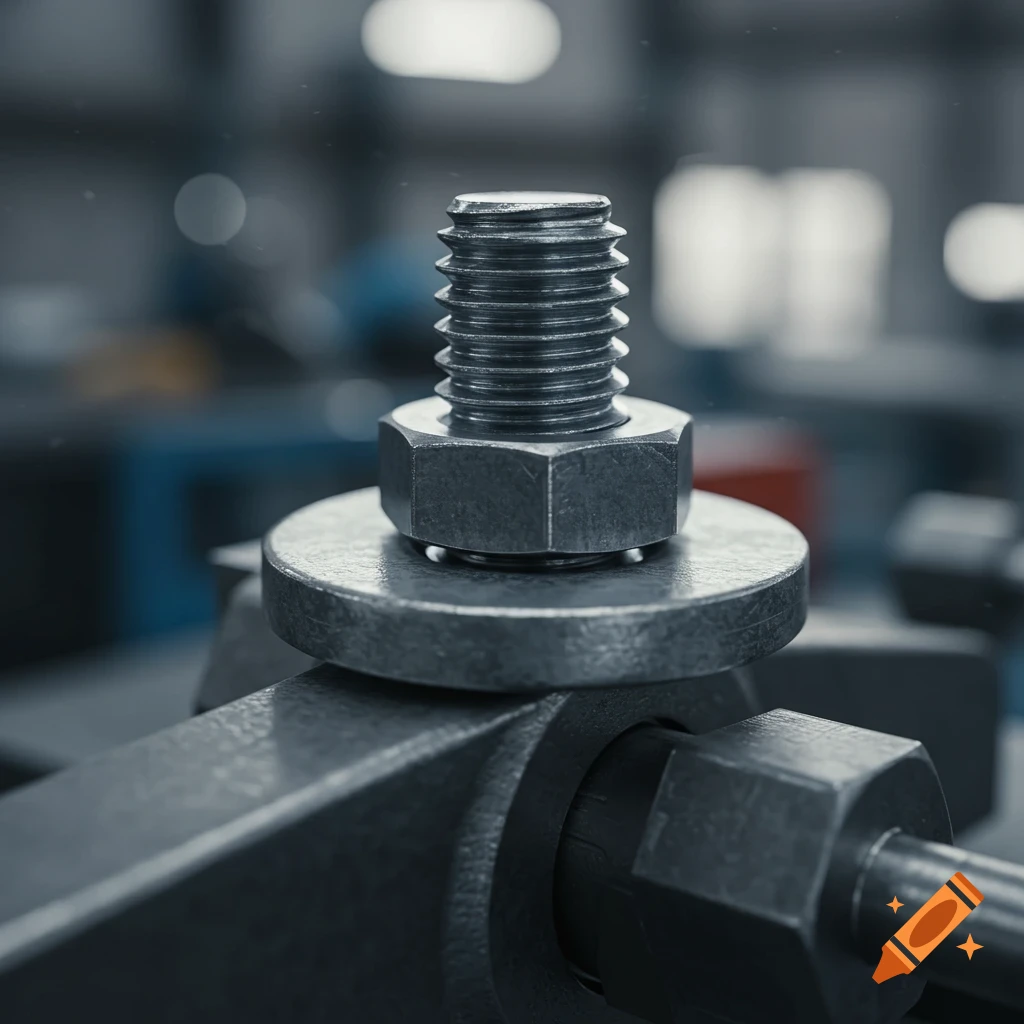
A photorealistic image of an MMAW hardfacing electrode test piece with pyramidal weld beads, undergoing a Rockwell Hardness Test in a lab. Technical labels and dimensions are shown.

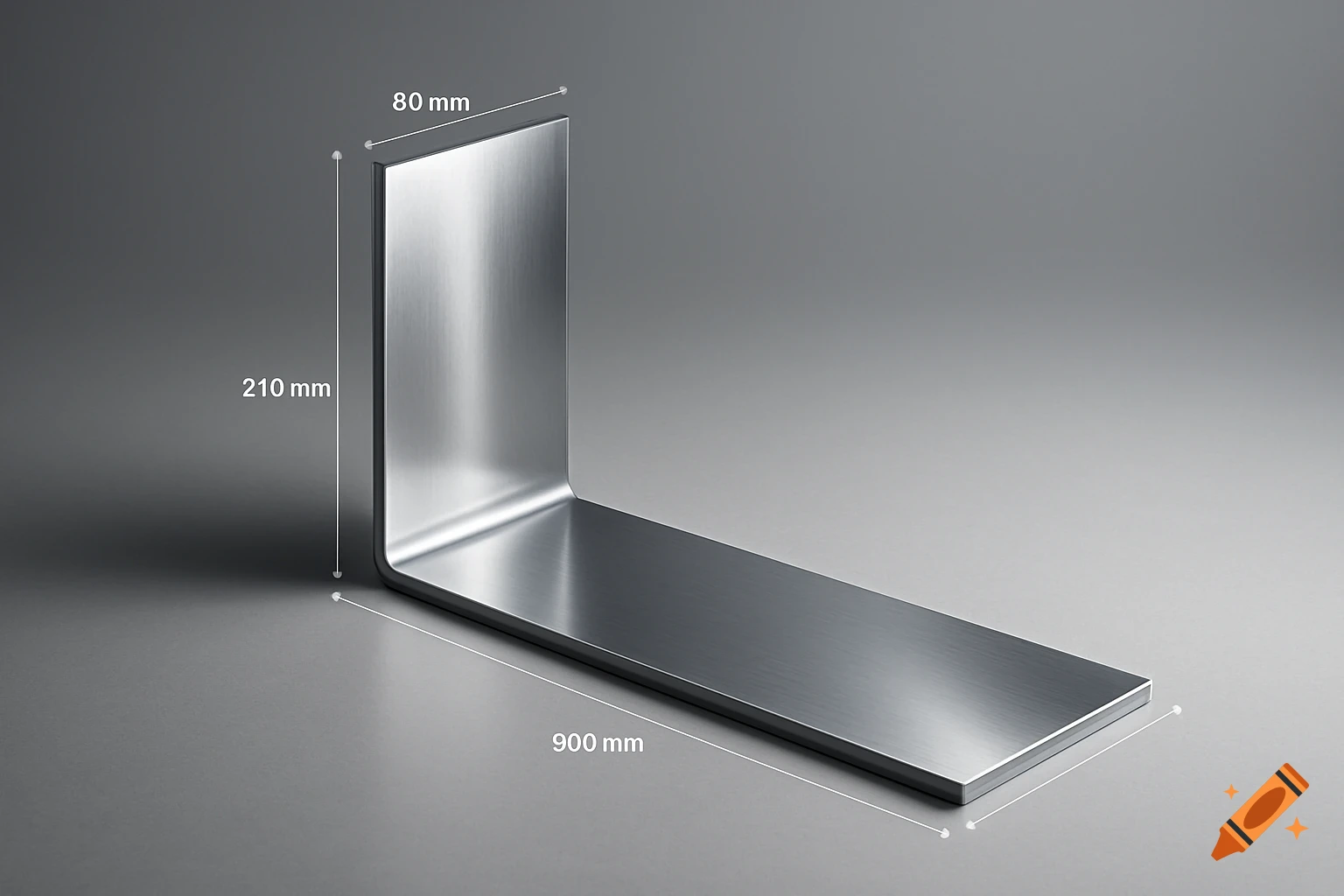
create a drawing of the following MMAW hardfaceing electode test pice - MMAW Hardfacing Test Procedure Specification Base Material: 20 mm mild steel plate, minimum dimensions 75 mm × 50 mm, conforming to AS/NZS 3678:2016 Grade 300. The test piece surface must be flat, clean, and level to ensure accurate testing results. Welding Procedure: Deposit three weld beads centrally along the length of the test piece, positioned side by side. Quench the test piece after each weld run. Apply two additional weld beads between the initial three runs, again quenching after each pass. Finally, deposit a single weld bead over the two centre runs to complete the build-up. The finished weld profile shall be pyramidal in shape. After completing the final weld pass, allow the test piece to air cool to ambient temperature. All slag and scale must be thoroughly removed between each weld run. Preparation for Testing: Once cooled, grind the top weld bead to create a flat surface suitable for hardness testing. Care must be taken not to grind through the top bead, as this layer is the test surface. Hardness Testing: After air cooling, test the specimen using a Rockwell hardness tester. The Rockwell method determines hardness by measuring indentation depth under load, providing a direct hardness value . Take three hardness readings. Sum the results and divide by three to obtain the average hardness value. Mehr sehen
More images like this